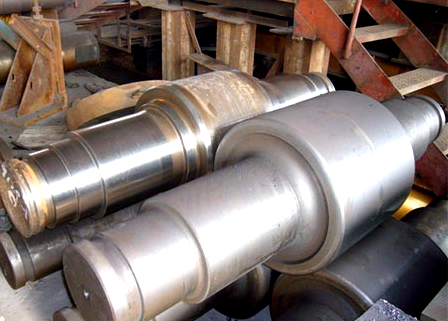
轧辊是用来轧碾钢材的机械,称为轧钢机,是轧钢厂不可或缺的工具,其利用一对以上轧辊滚动产生压力轧碾钢材。
首先了解一下轧辊的特性,轧辊的目的是为了轧碾钢材,需要轧辊表面具有足够的强度和硬度,从而决定轧辊的耐磨性,也就决定了轧辊的使用寿命。通常通过合理的选择轧辊使用材料及合理的轧辊热处理工艺方法满足轧辊的硬度要求。
其次需要了解轧辊的的分类,轧辊有热轧辊和冷轧辊。此外按作用还有工作辊、中间辊、支承辊;材质上有锻辊和铸辊等。热轧辊具有抗热疲劳裂纹性能,冷轧辊具有高硬度、耐磨性、抗疲劳剥落性能。热轧辊表面不允许出现裂纹,冷轧辊不允许有表面划伤、粘辊、剥落现象。
冷轧工作辊热处理通常采用淬火&低温回火,淬火方式如感应表面淬火、整体加热淬火。目的是提高轧辊的耐磨性、抗剥落性能。热轧辊通常工作环境在700-800℃高温环境,表面需要承受轧材的强力摩擦及反复加热,还有承受冷却水冷却温度大幅变化热疲劳。热轧辊发展到后来其材料选用了高铬铸铁到半高速钢和高速钢。
高铬铸铁轧辊热处理有两种形式:
①低于临界转变温度的亚临界热处理;
②高于临界3点的高温热处理。
通常选用第二种,具体工艺有正火、回火。当下高碳高速钢替代高铬铸铁制造轧辊已经成为轧辊的主要发展趋势。
轧辊感应淬火机床具有承载能力强(工件重量可达几十吨,工件长达六米),可连续淬火、分段连续淬火等功能,主要适用于重型轧辊及长粗种轴类零件表面淬火。该机床具有手动-自动操作功能,适用于单件及批量零件生产。操作简单,功能齐全,结构合理,安装调试方便。
轧辊感应淬火机床参数:
1、行程 6000mm
2、回转直径 1000mm
3、下顶针转速 10~30n/min
4、装载重量 50T
5、机床重复定位精度 ±0.1mm
6、机床双向平行度≤0.3mm
7、机床全行程跳动量≤0.2mm
轧辊感应淬火机床配置及性能:
1、轧辊感应淬火机床采用双频变压器移动方式
2、轧辊感应淬火机床运动控制采用步进电机驱动滚珠丝杆传动。两变压器采用同一数控信号控制,保证两变压器同步移动。两变压器相对位置上下可调。速度无极可调,行程定位**。加强型车床数控系统,中文操作界面简便直观运行稳定可靠,抗干挠能力强。系统可对各种工件热处理工艺参数进行存储,存储量大。
3、设备运动副采用标准直线导轨,配有手动润滑保证良好润滑。
4、轧辊感应淬火机床床身为钢结构件。
5、上顶针装夹行程调节由摆线针轮减速机驱动梯形丝杆传动来实现。由继电器线路实现电机正反转实现上顶针升降改变装夹长度。上顶针轴配有3号莫氏孔,可随意调换不同形状顶针。
6、下顶针旋转即工件旋转采异步电机驱动变频器控制同步带传动,可实现转速大范围调整,并可在工作过程中任意调节。下顶针轴装有卡盘。
7、淬火变压器工作台为一个二维可调整工作平台。工作台可在水平面内作任意调整,调整范围100X100mm。调整机构运动副采用标准直线轴及直线轴承由梯形丝杆通过手轮调整,调整方便灵活调整精度高。
8、配重部分由链条拉动安全可靠使用寿命长。


轧辊感应淬火机床可与中频电源、超音频电源直接配套使用。控制系统采用PLC,工件旋转、移动采用变频调速,转速实现无级可调。与两套变频感应加热设备配套完成轧辊淬火工艺,其中一套工频电源用于对轧辊预热,另一套中频电源用于对轧辊淬火,其功率由轧辊直径决定。
无锡欧能专业生产感应淬火机床:立式数控淬火机床、
卧式全自动淬火机床、多工位盘类数控淬火机床、根据工件定制自动化淬火机床和成套感应淬火设备。18年专注感应淬火,我们更懂淬火工艺!
更多感应淬火工艺欢迎咨询:0510-05539101 13961733860



